Production-grade AM Gets Quality Boost
Advances in artificial intelligence, in-situ monitoring and process control are picking away at longstanding concerns about additive manufacturing part quality, but more work needs to be done.
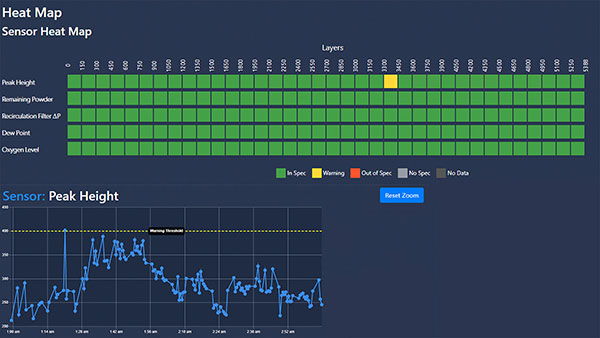
During the AM build process, Velo3D’s Assure software tracks a layer-by-layer validation of atmosphere, consumables and powder bed health to enable part quality. Image courtesy of Velo3D.

Latest News
August 1, 2023
As the case for production-scale additive manufacturing builds, one sticky point is 3D-printed part consistency and quality, especially for highly regulated industries such as aerospace and defense. Yet advances in hardware monitoring systems and process control software, coupled with emerging innovations in artificial intelligence (AI) and in-situ monitoring, are starting to mitigate persistent quality-related hurdles, clearing a path to more widespread additive manufacturing (AM) adoption.
Quality control is an issue with every manufacturing method, but AM has different and more challenging concerns. Unlike a traditional manufacturing process like computer numerically controlled (CNC) milling where material remains homogeneous throughout, AM simultaneously creates parts and materials. Therefore, parts made with traditional manufacturing methods are output with greater levels of consistency once certain material standards are established and verified. In comparison, AM is more susceptible to part and material variability given the dual function of the print run.
“With AM, you can test one geometry and get certain material parameters and then properly print a different part and get different material properties,” says Niall O’Dowd, founder and CEO of Phase3D, which markets a real-time inspection solution for quality control of 3D-printed parts. “Different orientation of parts in a build chamber, printing in different physical locations, even different people orchestrating a print job—those variables enter into material properties and part performance in ways that are complex and not well understood throughout the industry.”
The lack of universally recognized 3D printing quality standards, coupled with a narrow pool of experts adequately trained in quality assurance practices for still relatively nascent AM technologies, have compounded the problem and continue to be a drag on adoption of production-scale AM. As AM matures, new capabilities are putting some of the quality assurance (QA) issues to bed, yet most current systems have yet to be architected with a level of process control and validation that lends itself to formal and standardized quality control, experts say.
Lack of agreed-upon standards puts the onus on early adopters of AM technologies in industries like aerospace, automotive and medical devices to create their own bespoke quality management systems and processes. To be sure, custom QA practices get the job done, but they aren’t readily transferable between industry collaborators and even within different departments and manufacturing locations within a single company.
Many companies are gravitating to AM as a production method in part to do more localized manufacturing and to solve supply chain challenges, which erupted during the pandemic. But establishing and implementing bespoke QA practices is expensive and time-consuming, which in many cases, negates the supply chain benefits of production-grade AM.
“The whole scenario is hindering adoption,” O’Dowd says. “Companies embraced AM to address supply chain issues and get parts quickly, yet if they have to spend a month or more testing a part, it can really hurt the timeline.”
Standardizing the Nonstandard
Calls for enhanced QA capabilities for 3D printers are resonating, especially among vendors in the metal AM space and those with systems targeting production-grade applications. Many 3D printer manufacturers are enhancing their platforms with on-board cameras, optical technologies and machine vision algorithms to enhance printer control; others are introducing in-situ monitoring capabilities, which monitor print jobs layer by layer in real time to detect anomalies and potentially initiate actions to avoid wasting materials, time and costs.
Increased use of more powerful simulation early in the design stage is also gaining favor as a way to promote design for AM (DfAM) practices that improve part quality. At the same time, quality management and DfAM software platforms are continuously enhanced to make it easier to detect anomalies, plan more effective builds and allow for more granular controls of advanced print hardware to finetune print parameters.
Phase3D, for example, offers Fringe, a system that attaches to any powder-based 3D printer and employs structured light to detect anomalies through height maps of the powder and melted layers. Fringe displays anomalies in 3D printing using objective, quantifiable height data, which helps manufacturers home in on anomalies and allows for calibrated and repeatable processes compared to other offerings that are less transparent.
“This is not an image or a black box neural network that says there’s a shadow here,” O’Dowd says. “We measure each layer with a real unit’s height, which helps companies have confidence in building certification and standards routines.”
Many quality control shortcomings can be to linked to applying constructs and capabilities associated with traditional manufacturing methods like CNC milling or multi-axis systems to 3D printing—a correlation that doesn’t hold up, particularly for more complicated laser powder fusion optical systems, says Zach Murphree, vice president of global business development for Velo3D, which markets the Sapphire family of fully integrated metal AM offerings.
Velo3D seeks to address the new challenges. At the hardware level, the Sapphire printers feature in-situ calibration metrology capabilities, which puts each print through a full layer-by-layer optical calibration process to ensure print consistency. This compares to having field service engineers do manual measurements, which can add overhead to the process.
“We build systems into the machine that allow it to self-calibrate so you can load the machine with powder, hit a couple of buttons and let it run for an hour, and it calibrates the system,” Murphree explains. If the lasers start to drift apart and the alignment looks like it would go bad, the system will compensate and keep the lasers aligned throughout a multi-day build, he adds.
Velo3D puts the same parameter set into all of its machines and also serves up a controlled parameter set with specific recipes (incorporated into its Flow print preparation software), both steps aimed at helping ensure the same print file can be produced consistently with the same results anywhere in the world.
“The two combined give you a solution where you can essentially take whatever part you want to print, prepare it with a controlled parameter set, and distribute it to a global fleet of printers and get the same result,” he says.
The Assure QA and control software enables visibility into every layer of the build process, providing accessible reports and documentation that help foster confidence in the final printed part.
Democratizing Quality Insights
Providing machine builders and manufacturers with more control over the build process is how Dyndrite, a maker of metal 3D printing software for materials and process development, is approaching quality assurance. Dyndrite Materials & Process Development for laser powder bed fusion (LPBF) leverages the power of graphics processing units and a voxel mesh to control tool path generation in a way that is automated, ensures material homogeneity and addresses the black box challenge.
The approach gives manufacturers full control over the build process, from laser power, speed, hatch distance, sort order, down skins and other parameters based on 3D geometry, not triangulated STL files. Manufacturers develop their own parameter set using Python, which makes build recipes more transferable.
The software, which Dyndrite envisions as another layer across the marketplace of printers and print management platforms, enables customers to build much more complex and granular toolpaths for their machines, resulting in higher quality parts, says Stephen Anderson, head of strategic relations at Dyndrite.
“We’re providing the industry with a new layer of functionality and performance that lets them do more and for [quality] problems to be solved with scalability and automation,” adds Shawn Hopwood, Dyndrite’s chief marketing officer. “Today, it’s an artisan marketplace that depends on tribal knowledge.”
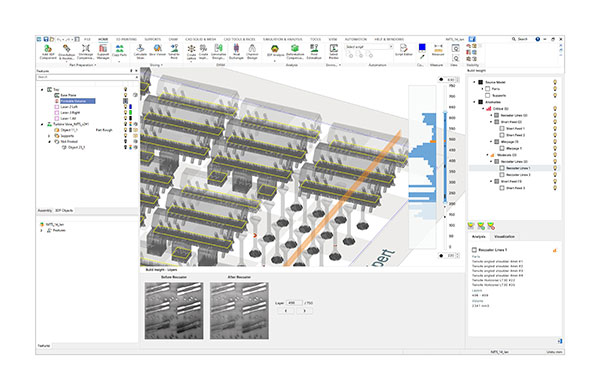
Oqton’s software solutions take aim at some of the major QA issues hindering production-grade AM, including nonstandardized procedures, nonhomogeneous hardware components and an ecosystem of software providers offering siloed tools, many for specific printers. Oqton is partnering with companies such as 3D Systems and Baker Hughes to deliver a machine agnostic quality portfolio that combines AI and physics-based simulation, according to Tommaso Tamarozzi, director of additive monitoring, inspection and simulation at Oqton.
At the design stage, the 3DXpert Build software powered by Amphyon uses thermal and mechanical simulation and a GPU-enabled voxel solver to drive “first-time-right” part builds, with the software being accessible to inexperienced and 3D printing experts. Oqton’s in-process monitoring software suite employs AI models and Internet of Things sensor data to monitor builds to avoid anomalies that can’t be predicted in advance.
The build data is visualized in real time, alerting operators to problems before a part is finished. At the inspection stage, 3DXpert’s Build Insight module will analyze data post-print in a visual way and when combined with simulation results and in-context design information, users get closer to a root cause analysis with an ability to close the loop to improve the next designs for AM output, Tamarozzi says.
Providing manufacturers with a tool bench that can help them understand part quality without the need for expensive and complex metrology workloads is key to Stratasys’ strategy to enhance quality management and expand production-grade AM, according to James Page, the company’s vice president of software.
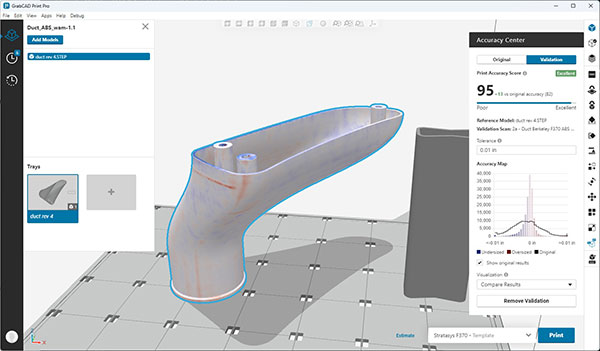
Accuracy Center, a key module in the GrabCAD Print Pro 3D print preparation software, integrates quality assurance functionality from Riven, which was acquired by Stratasys last fall.
With Accuracy Center, engineers can do a quick and easy 3D scan of parts, generating a visual heatmap to evaluate the accuracy of parts.
“It’s a first step in empowering people to understand part quality without waiting for a full metrology workflow,” Page says. “In 10 minutes, they can get a heatmap that gives them a sense if a part will sail through metrology or conversely, see if a part will badly warp and not waste 2 days to a week to get results back.”
Accuracy Center’s Warp-Adapted-Models (WAM) algorithm, based on the Riven technology, automatically looks at errors or differences between the actual part produced and the design and makes corrections, ensuring part accuracy, Page says.
Though not directly in the AM space, PhysicsX believes its work to massively accelerate physics simulations could be applied to solving some 3D printing quality challenges. PhysicsX is changing how simulation is done by taking advantage of deep learning to allow for faster simulations, scaling the ability to iterate more designs.
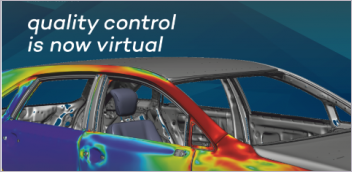
Enabling faster and more simulations would effectively empower engineers to make decisions about materials, lightweighting and surface finishing early in the design process in a virtual capacity, ensuring parts are closer to being print ready.
“By getting the first prototype parts tested in the lab to pass testing then you have a lot of the consistency problem solved,” says Jacomo Corbo, PhysicsX co-founder and co-CEO.
Education, training and building trust in AM quality processes is another hurdle that still needs to be crossed. ASTM International, a global standards organization, has launched the Additive Manufacturing Quality (AMQ) certification program for metal AM manufacturers and customers to help them demonstrate an ability to produce parts with consistent quality. The AMQ certification promotes adherence to requirements, including implementation of an AM-specific quality management system, says Shane Collins, chair of the F42.07 subcommittee on AM applications.
In the current state, AM quality control processes demand highly specialized expertise, and in-situ monitoring capabilities are limited to condition monitoring and system health. With time, however, quality control platforms will become more accessible to nonexperts, and in-situ monitoring will evolve into closed-loop controls that let the AM system adapt to real-time conditions during the build.
“In 5 to 10 years, process monitoring and closed-loop control will get to the point where you don’t need to be an expert to run these processes, but we’re not there yet,” Collins says.
More ASTM Coverage
More Dyndrite Coverage
More Oqton Coverage

More PhysicsX Coverage
Subscribe to our FREE magazine, FREE email newsletters or both!
Latest News
About the Author
Beth Stackpole is a contributing editor to Digital Engineering. Send e-mail about this article to DE-Editors@digitaleng.news.
Follow DE